kategória: Najlepšie články » Elektrické tajomstvá
Počet zobrazení: 238296
Komentáre k článku: 19
Pripojenie zváracích drôtov
 Okrem popísaných skôr metódy pripojenia drôtom (pozri článok Spôsoby zapojenia: od zákrutov po spájkovanie), zváranie sa v poslednom období bežne používa.
Okrem popísaných skôr metódy pripojenia drôtom (pozri článok Spôsoby zapojenia: od zákrutov po spájkovanie), zváranie sa v poslednom období bežne používa.
Zváranie je vhodnejšie pre všetkých ostatných: je najjednoduchšie získať spoľahlivý a kvalitný kontakt s ním. Preto je prevádzková doba vedenia veľmi dlhá.
Teraz je elektroinštalácia najčastejšie medeným drôtom, snaží sa nepoužívať hliníkový drôt. Preto sa ďalej zameriame hlavne na zváranie medených drôtov.
Zváranie medených drôtov sa môže vykonávať striedavým alebo jednosmerným prúdom pri napätí 12 - 36V, pričom by sa malo dať riadiť zvárací prúd. Najvhodnejšie pre zváracie drôty by sa mali považovať za invertorové zváracie stroje.
Zváracie stroje invertorového typu
Výhody invertorových zariadení sú všeobecne známe. Po prvé, je malej veľkosti a hmotnosti a niektoré modely majú popruh na prenášanie cez rameno. To vám umožní zavesiť zariadenie na opasok cez rameno a vyšplhať sa po schodovom rebríku, aby ste zvarili zvraty v spájkovacej krabici.
Zváracie invertorySpravidla majú širokú škálu regulácie zváracieho prúdu. Oblúk takýchto zariadení je veľmi stabilný, dobre sa zapaľuje pri nízkych zváracích prúdoch, takže aj neskúsený zvárač môže veľmi skoro dosiahnuť vynikajúce výsledky, získať kvalitne zvárané spoje.
Medzi výhody invertorových zariadení patrí nízka spotreba energie v porovnaní s konvenčnými zváracími transformátormi. Preto je celkom možné pripojiť sa k domácej kabeláži: nebudú blikať žiadne svetlá a poruchy v rôznych domácich zariadeniach, nebudú existovať žiadne sťažnosti od susedov.
Zváranie medených drôtov je rovnako nebezpečné ako bežné zváranie ocele. Nebezpečenstvo „zberu zajačikov“ a popálenia roztaveným kovom je úplne zachované. Preto by sa práce na zváracích drôtoch mali vykonávať vo zváracej maske, zváracích rukaviciach. Kombinézy by mali zahŕňať aj prácu so zváraním. Okrem toho je potrebné dodržiavať všetky protipožiarne bezpečnostné opatrenia a bezpečnostné predpisy ako pri konvenčnom zváraní.
Na zváranie medených drôtov sa používajú špeciálne uhlíkové medené elektródy, ktoré sa často nazývajú „ceruzky“. Ak takéto špeciálne elektródy chýbajú, môžete použiť konvenčnú uhlíkovú tyčinku z nepoužiteľnej batérie. V tomto prípade sa môže zvárací prúd, v závislosti od priemeru a počtu drôtov, ktoré sa majú zvárať, odporúčať, prinajmenšom zhruba, v rámci nižšie uvedených limitov.
Zvárací prúd 70 A je dostatočný na zváranie dvoch medených drôtov s prierezom 1,5 mm2, pre tri rovnaké drôty sa bude vyžadovať 80 - 90A. Pre dva alebo tri drôty s prierezom 2,5 mm2 dosahuje prúd 80 - 100 A a pre tri alebo štyri 100 - 120 A.
Tieto čísla by sa mali považovať za indikatívne, pretože meď použitá v drôtoch sa v závislosti od výrobcu veľmi líši v zložení a vlastnostiach. V súlade s tým sa režimy zvárania budú tiež líšiť.
Optimálny režim je, keď sa elektróda nelepí na zvarový bod a oblúk je stabilný. Táto kombinácia sa dosahuje už v procese práce empiricky. Pri kúpe invertorového zváracieho stroja by sa mali dodržať približne také limity. Ak sa má zariadenie používať iba na takúto prácu, nie je potrebné výkonnejšie zariadenie.
Zváracia technika drôty
Zváranie sa v skutočnosti skladá z niekoľkých technologických operácií. Najskôr vyberte z vodičov plášť a izoláciu a potom krútiť, Výsledné skrútenie odrežte tak, aby konce všetkých drôtov boli v rovnakej úrovni a dĺžka skrúcania bola najmenej 50 mm.
Potom je na skrútenie namontovaná medená svorka na odvádzanie tepla a je pripojená „hmota“ zváracieho stroja. Po týchto operáciách sa koniec uhoľnej „ceruzky“ vloženej do držiaka privedie na koniec zákruty a vykoná sa zváranie. V dôsledku toho by sa na konci zákruty mala vytvoriť čistá guľa z roztavenej medi a potom by sa malo zváranie zastaviť. Aby nedošlo k roztaveniu izolácie drôtov, doba zvárania každého skrútenia by nemala prekročiť 1 - 2 sekundy. Po ochladení zváraných zvitkov by sa tieto mali izolovať izolačnou páskou alebo modernejšie. pomocou zmršťovacej hadičky.
Domáce stroje na zváranie drôtov
Invertorové prístroje na skrútenie cievok sú veľmi dobré, ale majú jednu nevýhodu, možno jedinú. To je vysoká cena. Získanie takého zariadenia sa preto stáva vhodným, keď sa zváranie vykonáva pravidelne, a nie prípad od prípadu, napríklad v podmienkach špecializovaných elektrotechnických zborov a podnikov. Ak plánujete výmena vodičov v samostatnom dvoj- alebo trojizbovom byte je celkom možné obísť sa s domácim zváracím strojom, dokonca iba s transformátorom, s vhodnou energiou.
Ako taký transformátor je celkom vhodný transformátor série TBS (Armored Machine Transformer Transformer) znázornený na obrázku 1.

obrázok 1, Transformátor série TBS
Pre zváracie drôty je celkom vhodný transformátor s výkonom najmenej 600 W a sekundárnym napätím vinutia 9 - 36V. Držiak elektród a svorka na pripojenie „hmoty“ sú pripojené k sekundárnemu vinutiu.
Zváranie sa vykonáva uhlíkovou elektródou (tyč z batérie) rovnakým spôsobom, ako bolo opísané vyššie pre invertorové zváracie zariadenie. Celý proces je v skutočnosti rovnaký: od odizolovania drôtov až po dotyk zákruty uhlíkovou tyčou a následnú izoláciu zákrutov.
Ak takýto transformátor neexistuje, je ľahké si ho vyrobiť sami. To si bude vyžadovať transformačnú žehličku tvaru W s plochou jadra najmenej 30 cm2. Pri ploche 30 cm2 a sieťovom napätí 220 V obsahuje primárne vinutie 293 závitov navíjacích drôtov s priemerom 0,8 - 1,0 mm.
Sekundárne vinutie je navinuté do troch drôtov s priemerom 3 mm alebo tenších do štyroch až piatich drôtov, ale iba tak, aby celková plocha bola najmenej 15 - 20 mm2. Ak je napätie sekundárneho vinutia 10 V, musí obsahovať 13 otáčok s uvedeným železom.
Ak takéto železo neexistuje, potom počet otáčok možno určiť pomocou nasledujúcich vzorcov.
W1 = 40 * U1 / S
W2 = 40 * U2 / S
Podľa týchto vzorcov sa určuje počet zákrutov pre primárne a sekundárne vinutie, kde S je oblasť jadra, 40 je empirický koeficient (môže ležať v rozmedzí 40 - 60, čím lepšie je železo, tým menšie číslo), je potrebné sieťové napätie U1 (220 V), U2 - požadované. sekundárne napätie. Mimochodom, tento vzorec je vhodný na výpočet akéhokoľvek transformátora, nie nevyhnutne zvárania.
Rovnako ako v predchádzajúcom prípade budete potrebovať zváraciu masku alebo okuliare a rukavice bez prstov, inak je zaručené popálenie roztaveným kovom alebo „zajačikmi“ v očiach. Na zjednodušenie procesu zvárania môžete použiť špeciálnu svorku znázornenú na obrázku. 2.
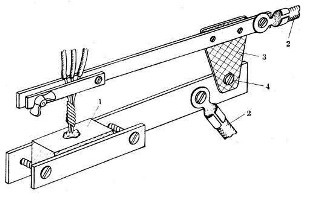
obrázok 2, Otočná zváračka
Konštrukcia zariadenia je jednoduchá a zrozumiteľná z obrázku. Napätie zo zváracieho transformátora pomocou drôtov 2 je privádzané k horným (pohyblivým ramenám) a dolným (základným) častiam prepojeným izolačnou doskou 3 pomocou závesu 4. Uhlíková elektróda 1 s vybraním pre tok, ktoré sa používa ako obvykle, je pripevnená k základni. borax predávaný v lekárňach.
Vodiče 2 by mali byť čo najkratšie a prierez by mal byť čo najväčší, nie však menší ako prierez sekundárneho vinutia transformátora.Hlavný vypínač by mal byť čo najbližšie, je lepšie, ak ide o priechodový spínač na drôte, ako je napríklad stojací lampa.
Proces zvárania v tomto prípade vyzerá takto. Najskôr sa zvarený zákrut pripevní krídlovou svorkou na pohyblivé rameno. Do vybrania uhlíkovej elektródy sa naleje tok, páky sa stlačia rukou. Potom sa na zvárací transformátor privedie napätie a vo vybraní uhlíkovej elektródy sa vytvorí vrstva pod prúdom. Potom by sa mal transformátor vypnúť a chvíľu počkať, kým guľa neklesne priamo v príslušenstve.
Čas zvárania je spravidla určený prakticky, preto by ste mali najskôr precvičiť zbytočné kúsky drôtov. Pomocou tohto zariadenia je možné zvárať hliníkové drôty, ako aj hliník a meď. Spôsoby uskutočnenia zákrutov sú v tomto prípade znázornené na obrázku. 3.
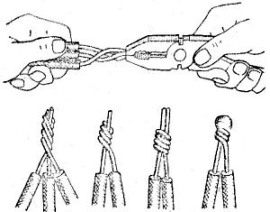
obrázok 3, Twist pre zváracie drôty
Prečítajte si o strojoch na bodové zváranietu, Článok popisuje niekoľko domácich návrhov takýchto zariadení pre domácu dielňu.
Boris Aladyshkin
Pozri tiež na electro-sk.tomathouse.com
: